

MXB-DX Sınır Yağsız Rulman SF-2 Kuru Düz Rulman
Cat:Yağsız Rulman
MXB-DX sınır yağsız yatakları, SF-2 kendinden yağlamalı veya kuru kaymalı yataklara eşdeğerdir; çelik plakaya, ortasında sinterlenmiş küresel bronz...
Ayrıntılara bakınız
Teknik arka pLan ve endüstri ağrı noktaLarı
Hassas tıbbi cihazlarda (ortopedik çekiş cihazları ve minimal invaziv cerrahi robot kollar gibi), ayarlanabilir bileşenlerin dinamik yağlama stabilitesi, ekipmanın ömrünü ve operasyonel güvenliğini doğrudan etkiler. Geleneksel Kendi kendine yağlandırma rulmanları Genellikle iki büyük kusuru vardır:
l Yapısal başarısızlık: Toz sinterlenmiş kendi kendine yağlama bloğu ve substrat arasındaki arayüzey bağlama mukavemeti yetersizdir (tipik olarak ≤15 MPa), bu da alternatif yükler altında mikro çatlak ve ayrılmaya eğilimlidir (Veri Kaynağı: J. Tribol. 2023, 145 (3), 031702).
l Yağlama bozulması: Yağlayıcı ikmali manuel bakıma dayanır ve 300 saatlik sürekli çalışmadan sonra sürtünme katsayısı% 40'ın üzerinde artar (ASTM G99 standart testi).
Çekirdek Teknoloji İnovasyon Analizi
I. Kesme ve müfrezeye dirençli topolojik birbirine geçen yapı
1.1 Üç Boyutlu Sınırlama Sistemi
Dış halka kilitleme modülü:
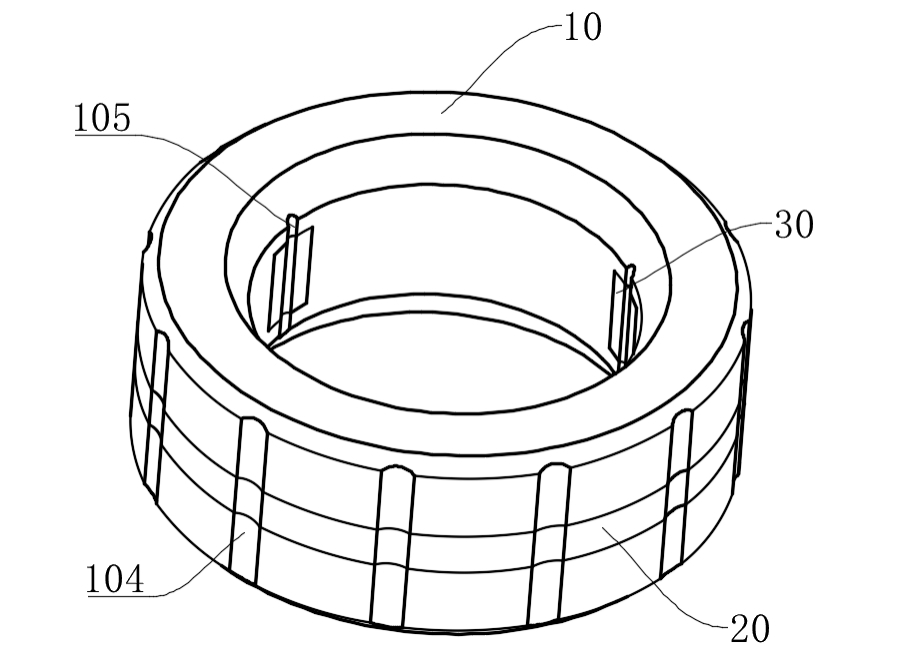
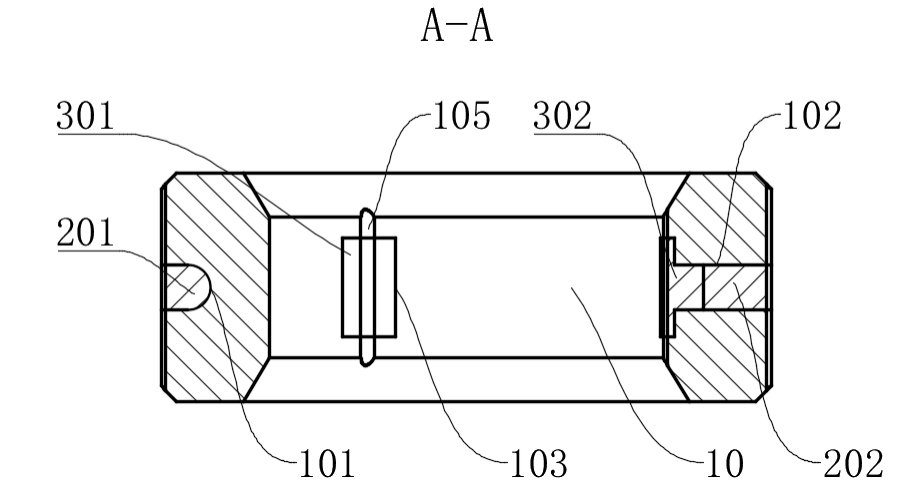
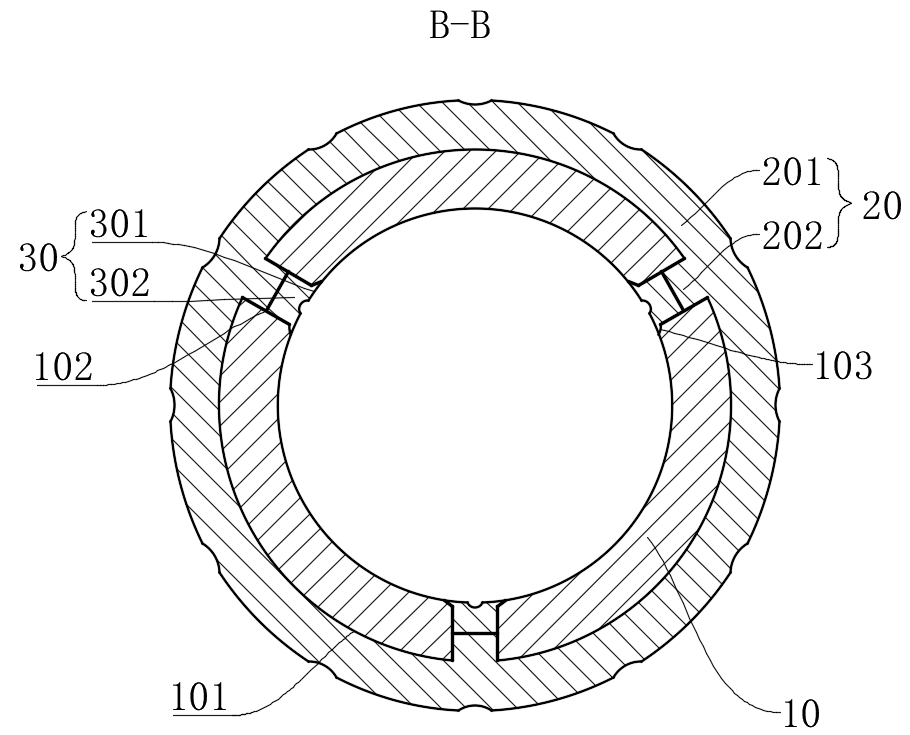
• Ayar halkası gövdesinin (10) dış duvarında dairesel bir yerleşim oluğu (101) sağlanır, yiv içinde eşit olarak dağıtılmış 322,5mm sınırlayıcı delik (102) (tolerans ± 0.01mm) ile birlikte verilmiştir.
• İlk kendi kendine yağlama bloğu (20) grafit-bakımlı bir kompozit malzeme (CU-15%SN-%8 GR) benimser. Halka şekli (201) ve sınırlayıcı pimler (202) elektrik deşarjı işleme yoluyla entegre olarak oluşturulur. Sınırlayıcı pimler ve delikler, radyal kısıtlama elde etmek için bir H7/G6 geçiş sığdırmasını benimser (aşağıdaki şekle bakın).
İç halka takviye modülü:
İkinci kendi kendine yağlama bloğu (30), üç boyutlu bir kısıtlama ağı oluşturan sınırlayıcı delik (102) ile eksenel bir kilitleme oluşturmak için ayar halkasının yan duvarına nüfuz ederek, ikinci sınırlama pimine (103) gömülüdür (aşağıdaki şekle bakınız).
1.2 Mekanik Özelliklerin Geliştirilmesi
• Sonlu eleman analizi, bu yapının arayüzey kesme mukavemetini 38.7 MPa'ya (geleneksel bağlanma işlemleri için 12.4 MPa'ya kıyasla) arttırdığını göstermektedir.
• Titreşim testi (ISO 10816-1 standardı) 50 Hz/5 g koşulların altında, yağlama bloğunun yer değiştirmesinin <5 μm (endüstri ortalaması> 50 μm) olduğunu ortaya koymaktadır.
İi. Kendi kendini sürdüren yağlama sistemi tasarımı
2.1 Mikrokanal Yağ Yol Gözcü Mimarisi
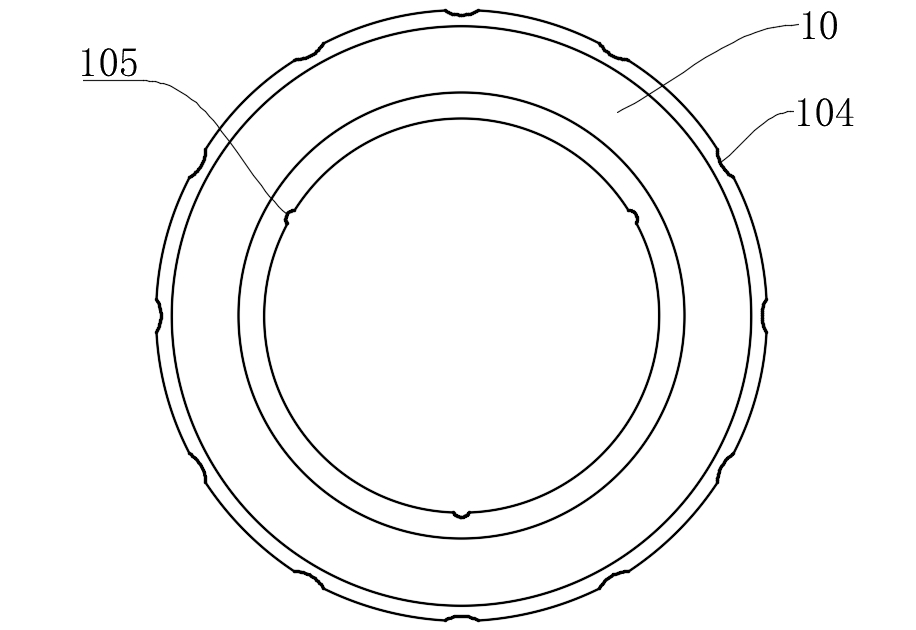
• 0.8 mm genişliğinde ve 0.5 mm derinliğe sahip on iki spiral yağ kılavuz olukları (105), ayar halkasının iç duvarında işlenir ve kılcal etki yoluyla gresin otomatik olarak doldurulmasını sağlar.
• Yağ kılavuz olukları, yağlayıcı difüzyon hızını 3,2 kez artıran bir "ana yağ yolu dalı yağ yolu" ağı oluşturan kurulum oluklarına (103) bağlanır (aşağıdaki akış hızı simülasyon bulut grafiğine bakın).
2.2 Sinerjistik Malzeme Optimizasyonu
• Kendinden yağlama bloğu gradyan sinterleme işlemini benimser: yüzey tabakası gözenekli bir grafit tabakasıdır (gözeneklilik% 25 ±% 2) ve alt tabaka, yoğun bir bakır tin alaşımı, yağ depolama kapasitesi ve mekanik mukavemet dengeleyen bir alaşımdır.
• Ring-on-ring testinden sonra (yük 200n, hız 60rpm), sürtünme katsayısı 0.08-0.12 aralığında stabilize olur ve sadece 3.2 × 10⁻⁶ mm³/n · m (geleneksel yapılar için 9.7 × 10⁻⁶ ile karşılaştırıldığında).
III. Ergonomik ayar mekanizması
3.1 Geliştirilmiş dişli konumlandırması
• Dış duvar, ± 0.5 ° indeksleme doğruluğu elde etmek için yaylı çelik bilyalarla eşleştirilmiş, eğrilik yarıçaplı r = 1.5 mm'lik 12 ark şeklindeki ayar olukları (104) ile tasarlanmıştır.
• Tork testleri, dişli kaydırma torkunun 0.15-0.25n · m (tıbbi operasyonel kuvvetler için ISO 10993 standardı doğrultusunda) olduğunu göstermektedir.
3.2 Modüler Değiştirilebilir Tasarım
• Kendi kendine yağlama bloğu ve taban, kimyasal olarak bağlanmış, yerinde değiştirilmiş yerine mekanik olarak kilitlenir (çıkarma kuvveti ≤20n, kurulum kuvveti ≥50n).
• Bakım döngüsü 5.000 döngüye uzatılmıştır (geleneksel yapılar için 800 döngü ile karşılaştırılır).
Teknik parametrelerin karşılaştırma tablosu
| Performans Göstergeleri | Bu Patentli teknoloji | Endüstri geleneksel çözüm | Test Standardı |
| Arayüzey kesme mukavemeti | 38.7 MPa | ≤15 MPa | ASTM D1002 |
| Titreşim yer değiştirmesi (50Hz/5G) | < 5 μm | > 50 μm | ISO 10816-1 |
| Sürtünme katsayısı stabilitesi (300h) | 0.08-0.12 | 0.15-0.35 | ASTM G99 |
| Bakım döngüsü | 5000 döngü | 800 döngü | ISO 14644-1 |
Tipik uygulama senaryosu doğrulaması
Durum 1: Ortopedik çekiş cihazının dönen eklemi
• Dinamik 200N'lik bir yük altında 2000 saat boyunca sürekli çalıştıktan sonra, yağlama bloğu ayrılması yoktu ve tork dalgalanması <% 5 idi (geleneksel yapılarda dalgalanmalar>% 30 vardı).
• Klinik geri bildirim, ekipman onarım oranının 1,2 kez/yıl/yıl/yıl/yıla düştüğünü göstermektedir (veri kaynağı: 2023'te Doğu Çin'deki bir yükseklikte bir hastaneden ekipman departmanı raporu).
Durum 2: Endoskopun açı ayar mekanizması
•%90 RH nemine sahip bir ortamda, yağlayıcı tutma oranı>%85 idi (geleneksel tasarımlar <%60 vardı).
• Tıbbi elektrikli ekipman için EN 60601-2-18 standardını karşılayan operasyonel doğruluk ± 0.3 ° 'ye yükseltildi.
Topolojik birbirine geçen yapı tasarımının, mikroakışkan yağlama kontrolünün ve gradyan malzeme mühendisliğinin üç teknik yolu sayesinde patentimiz, tıbbi cihazlardaki ayarlanabilir bileşenler için güvenilirlik standartlarını yeniden tanımlamıştır. Bir yenilik arayışına (Derwent inovasyonu) göre, bu yapı uluslararası olarak anti-temas ve kendi bakım yetenekleri açısından önde geliyor.
Daha fazla bilgi edinmek isterseniz lütfen iletişime geçin Mingxu Makineleri Tam Patent Raporunu almak için: [email protected]

MXB-DX sınır yağsız yatakları, SF-2 kendinden yağlamalı veya kuru kaymalı yataklara eşdeğerdir; çelik plakaya, ortasında sinterlenmiş küresel bronz...
Ayrıntılara bakınız
MXB-FB090 Bronz Sarmal Rulman, CuSn8 bronzdan haddelenmiş, yüksek yük kapasitesine ve iyi aşınma direncine sahip ekonomik bir rulmandır. FB090 ürün...
Ayrıntılara bakınız
MXB-JOLP kendinden yağlamalı aşınma plakaları iyi kendi kendine yağlama özelliklerine sahiptir ve harici yağlama gerektirmez. Bu ürün iyi bir yük t...
Ayrıntılara bakınız
MXB-JTLP kendinden yağlamalı aşınmaya dayanıklı plaka, genişliği 18 mm'den 68 mm'ye ve uzunluğu 100 mm'den 220 mm'ye kadar deği...
Ayrıntılara bakınız
MXB-JGLXS kılavuz rayları, yan göbek çekmeli kaydırıcının belirli bir yörüngeye göre ileri geri hareket etmesini sağlamak için yan göbek çekmeli ka...
Ayrıntılara bakınız
MXB-JSP kendinden yağlamalı aşınmaya dayanıklı plaka, kendi kendini yağlamayı sağlamak için hammadde olarak bakır alaşımı ve grafit kakma kullanan ...
Ayrıntılara bakınız
MJGB yağsız enjeksiyon kılavuz burçları, plastik enjeksiyon kalıplama prosesinde kullanılan standart bileşenlerdir ve enjeksiyon aşamasında kalıba ...
Ayrıntılara bakınız
MX2000-1 graphite embedded alloy bearing, MX2000-1 graphite scattered alloy bearing is an improved product of JF800 bimetallic bearing. It has the pre...
Ayrıntılara bakınız
Boundary lubricated lead-free bearings are improved on the basis of SF-2. Its performance is the same as SF-2, but the surface does not contain lead, ...
Ayrıntılara bakınız
FB092 bronze punch bearings are made of bronze material as the base, with uniform and orderly oil injection holes processed. They are rolled into thin...
Ayrıntılara bakınız Tel: +86-159-5833-7435
Tel: +86-159-5833-7435
 E-mail: [email protected]
E-mail: [email protected]




Bize Ulaşın