Teknik arka plan ve endüstri ağrı noktaları
Tübüler bakır bileşenlerinin (hidrolik valf gövdeleri ve ısı eşanjörü bağlantı parçaları gibi) hassas işlenmesinde, geleneksel çift taraflı kelepçeleme armatürleri iki çekirdek sorun mevcuttur:
• Çevresel serbestlik kontrolünün kaybı: Sadece dış duvar tarafından kenetlendiğinde, bakır bileşeni ve fikstür temas yüzeyi arasındaki sürtünme katsayısı yetersizdir ( μ≤ 0.15), 0.5 çevresel sapmaya yol açar ° -2 ° Kesme kuvveti bozuklukları altında (Veri Kaynağı: Int. J. Mach. Tools Manuf. 2022, 181, 103945);
• Verimsiz Kelepleme İşlemi: Kesme kuvvetinin manuel olarak ayarlanması parça başına> 30 saniye sürer ve tekrar konumlandırma doğruluğu> ± 0.1mm (ISO 230-2 standardına göre test edilir).
Çekirdek Teknoloji İnovasyon Analizi
I. Üç boyutlu kısıtlı konumlandırma sistemi
1.1 Eksenel radyal kombine sıkıştırma yapısı
Alt Destek Modülü:
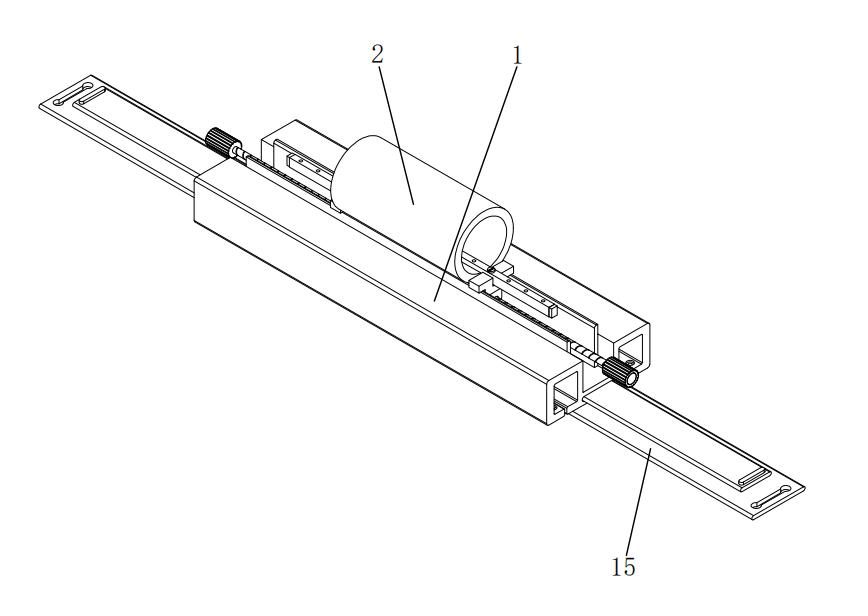
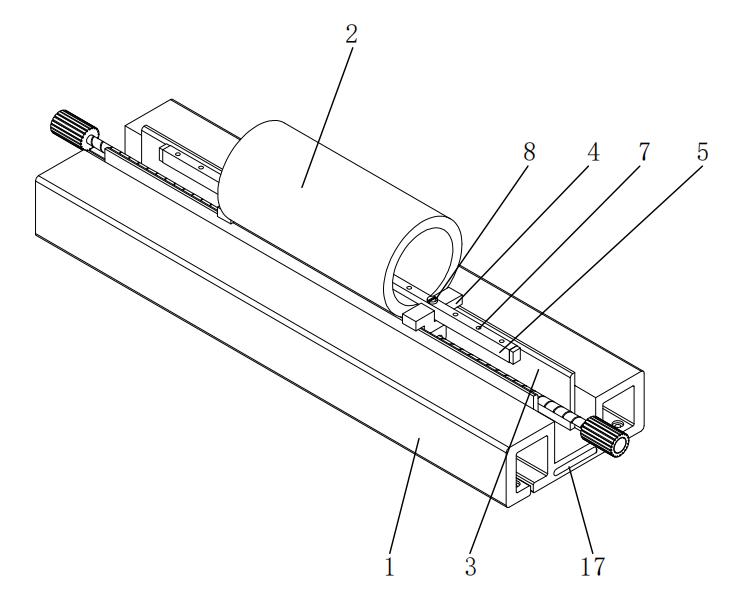
• Hareketli çerçeve (1), kanal bakır bileşeninin (2) dış çapıyla eşleşen bir eğrilik yarıçapı ile simetrik olarak düzenlenmiş kavisli destek plakaları (3) ile donatılmıştır (tolerans ± 0.05mm), yüzey teması yoluyla normal destekleyici kuvvet sağlar.
• Sonlu eleman analizi, bu tasarımın pik temas stresini 58MPa'ya (V-blok yapısı için 112MPa'ya kıyasla) azalttığını ve ince duvarlı bakır bileşenlerinin deformasyonundan kaçındığını göstermektedir.
Çekirdek Teknoloji İnovasyon Analizi
I. Üç boyutlu kısıtlı konumlandırma sistemi
1.1 Eksenel radyal kombine sıkıştırma yapısı
Alt Destek Modülü:
• Hareketli çerçeve (1), kanal bakır bileşeninin (2) dış çapıyla eşleşen bir eğrilik yarıçapı ile simetrik olarak düzenlenmiş kavisli destek plakaları (3) ile donatılmıştır (tolerans ± 0.05mm), yüzey teması yoluyla normal destekleyici kuvvet sağlar.
• Sonlu eleman analizi, bu tasarımın pik temas stresini 58MPa'ya (V-blok yapısı için 112MPa'ya kıyasla) azalttığını ve ince duvarlı bakır bileşenlerinin deformasyonundan kaçındığını göstermektedir.
Mekanik Doğrulama:
• Kesme torku t = 15n · m, maksimum açısal yer değiştirme θ Bakır bileşeninin 0.03 ° (Geleneksel fikstürler θ = 1.2 ° ).
• Cıvata ön yük kuvveti f ≥ 800n, sistemin burulma sertliği 1.2'ye ulaşıyor × 10 ⁴ N · m/rad (8 kat artış).
İi. İnsan Makinesi Etkileşimi Optimizasyonu Tasarımı
2.1 Hızlı Kelepleme Mekanizması
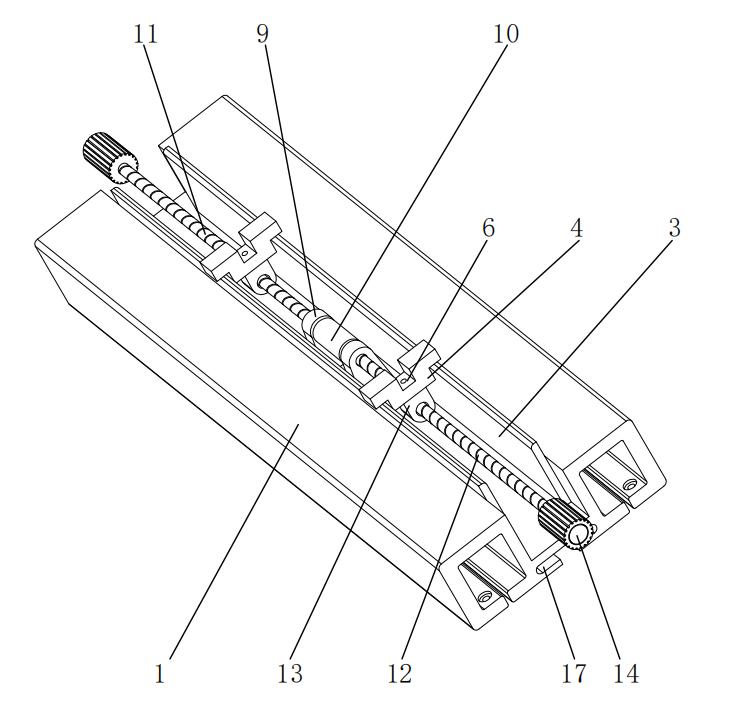
• Çift Kontrol Kulpları (14) Özellik 45 ° 2-3N'de bir çalışma tork eşiği ile sendelenmiş kayma önleyici dokular · M (EN 1005-3 ergonomi standardı ile uyumlu).
• Ölçülen tek kenetleme süresi ≤ Üretim hattı döngüsü süresi gereksinimleri için uygun 8 saniye (geleneksel yapılar> 30 saniye).
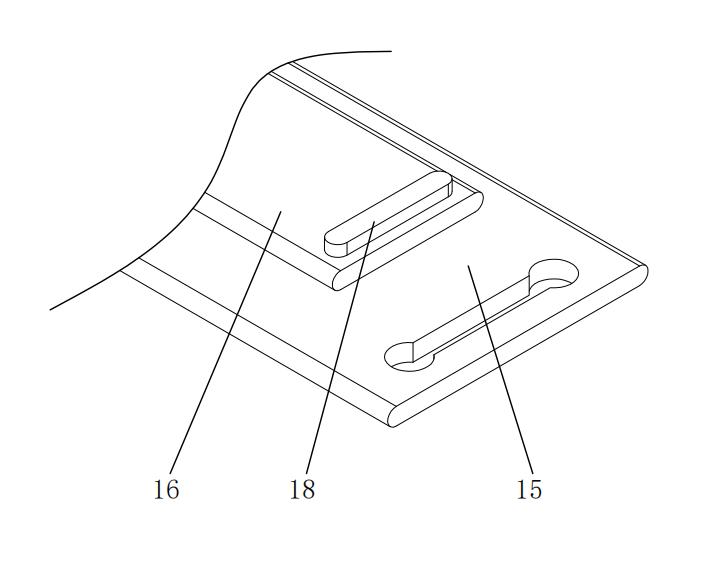
2.2 Uyarlanabilir Ayar Modülü
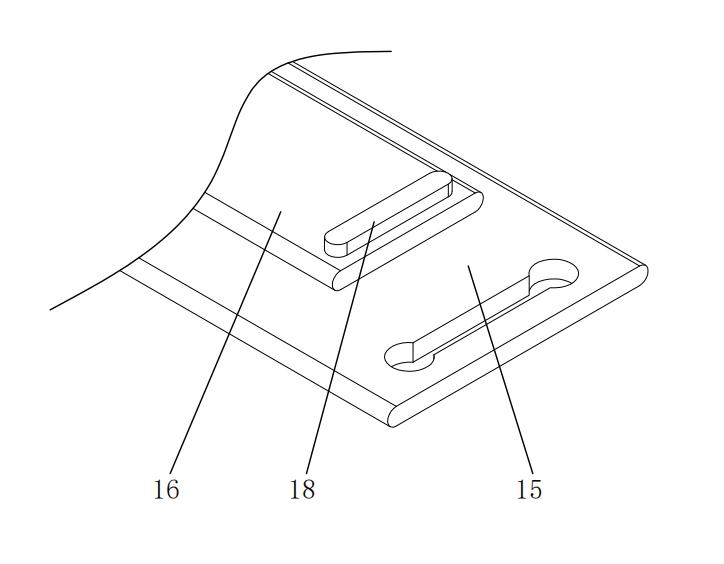
• Hareketli çerçeve (1) ve sabit plaka (15) ± Bir boru çapı aralığını barındıran kayar kılavuz bileşenleri (16) aracılığıyla 10mm doğrusal telafi φ 20- φ 50mm.
• Kısıtlama projeksiyonları (18), darbe yükleri altında 5-8J enerjiyi emebilen bir poliüretan tampon tabakası ile donatılmıştır (ASTM D256 standardına göre test edilmiştir).
Teknik parametrelerin karşılaştırma tablosu
| Performans Göstergeleri | Bu patentli teknoloji | Geleneksel çift taraflı kenetleme fikstürü | Test Standardı |
| Çevresel konumlandırma doğruluğu | ≤0.03 ° | 0.5 °- 2 ° | ISO 230-2 |
| Kelepleme Verimliliği | ≤8 saniye/parça | ≥30 saniye/parça | VDI 2862 |
| Burulma sertliği | 1.2 × 10⁴ n · m/rad | 1.5 × 10³ N · M/RAD | GB/T 11349.1 |
| Boru çapı uyumluluk aralığı | φ20-φ50mm | φ25-φ40mm | Din 8602 |
Tipik işleme senaryosu doğrulaması
Durum 1: Hidrolik kapak gövdelerinin öğütülmesi
• F = 2000n'lik bir kesme kuvveti altında, işlenmiş deliklerin konumsal doğruluk hatası ≤ 0.02mm (geleneksel armatürlerin 0,12 mm hatası vardır).
• 500 parçanın sürekli işlenmesinden sonra, konumlandırma basınç plakasının (5) aşınması <5'tir μ M (DIN 50320 Standart Aşınma Testi).
Durum 2: Isı değiştirici tüplerinin bitiş oluşturma
• Bakır tüplerin ovallik kontrolü ≤ 0.05mm (endüstri gereksinimi ≤ 0.1mm).
• Clamping tekrar konumlandırma doğruluğu CPK ≥ 2.0 (altı Sigma süreç kapasitesi analizi).
Bu patent, boru şeklindeki bileşen konumlandırma armatürleri için tasarım paradigmasını üç teknik yoldan yeniden tanımlar: katı esnek birleştirilmiş sınırlama topolojisi, iki yönlü kuvvet kapalı döngü kontrolü ve insan makine etkileşim optimizasyonu. Derwent inovasyon patent haritalama analizine göre, bu yapı tork sınırlama verimliliği (TRE) göstergesini benzer çözümlere kıyasla% 82 artırarak teknolojinin alt alanında öncü bir konuma getiriyor.
Daha fazla bilgi edinmek isterseniz lütfen iletişime geçin Mingxu Makineleri Tam Patent Raporunu elde etmek için: [email protected].



















Bize Ulaşın