

MXB-JFFB Kendinden Yağlamalı Yarım Rulman
Cat:Kendinden Yağlamalı Rulman
MXB-JFFB kendinden yağlamalı yarım rulmanlar, bir şaftın veya aksın çevresinin yalnızca yarısını kaplayan, dönen makineler için destek sağlayan ve ...
Ayrıntılara bakınız
Kaykay tipi bileşenlerin (kılavuz raylar ve hassas kaydırıcılar gibi) parti işlenmesinde, geleneksel takım sistemleri iki büyük darboğazla karşı karşıya:
● Tekrarlayan Konumlandırma Doğruluğu: Çoklu Kelepleme İşlemlerinden Kümülatif Hatalar 0.1 mm'yi (ISO 2768-M sınıf toleransına uygun olarak) aşarak çiftleşme yüzeylerinin dikeyliğini olumsuz etkileyen (tipik olarak 100mm başına ≤0.05mm olması gerekir);
● Verimsiz Takım Değişimi: Özel fikstürler arasında geçiş, örnek başına 45 dakikadan fazla sürer ve bu da ekipman kullanım oranlarının% 60'ın altında olduğu ( Kaynak: CIRP Annals 2022, 71 (1), s. 333-336 ).
Çekirdek teknolojik yeniliklerin analizi
I. Ödenek Kelepçesi için Topolojik Tasarım
1.1 Kademeli ödenek kısıtlama yapısı
Çift adımlı sıkıştırma mekanizması:
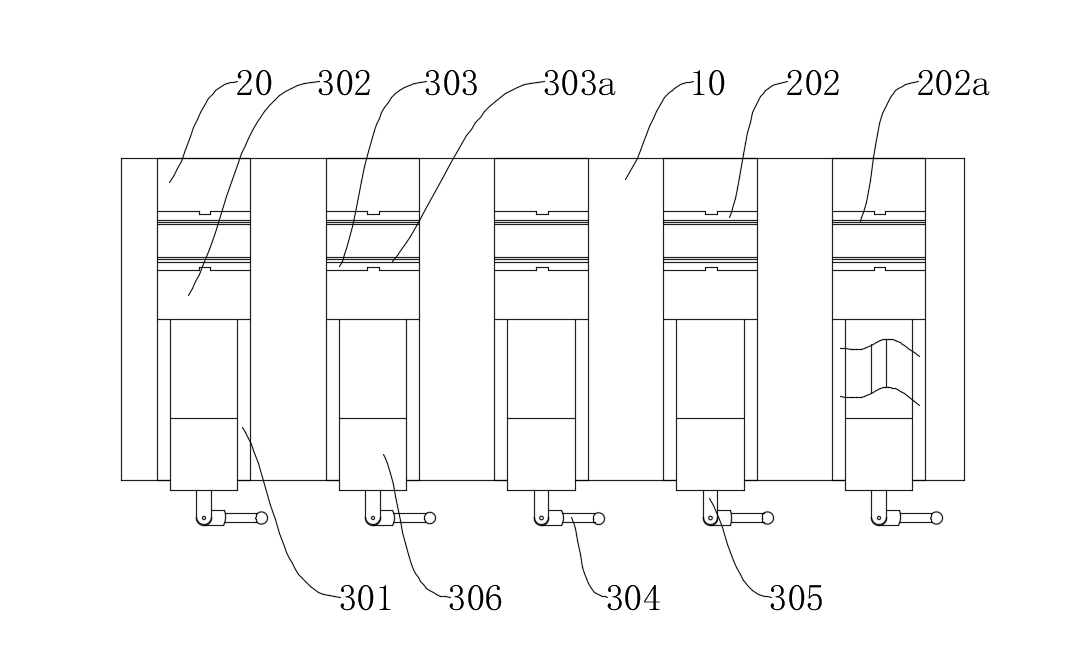
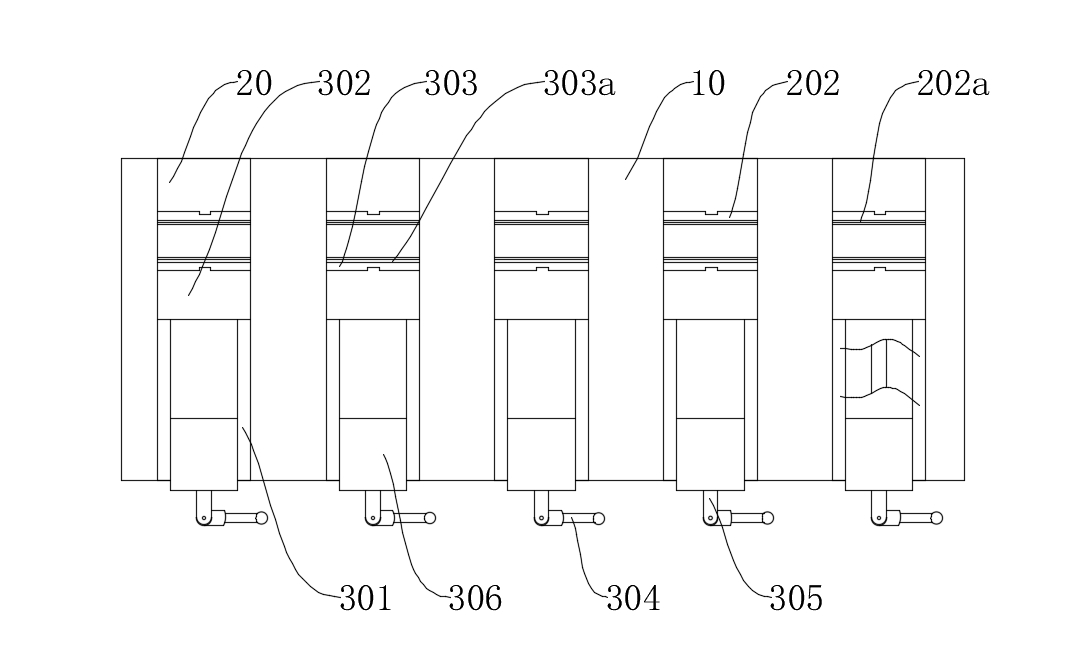
● Sabit blok (20) ve sıkıştırma bloğu (302) sırasıyla birinci ve ikinci bir sıkıştırma adımı (202A/303A) ile donatılmıştır. Bu aşamaların yüksekliği, işleme ödeneği ile eşleştirilir (± 0.01mm toleransı ile);
● Sonlu eleman analizi yoluyla adım eğim açısını 75 ° ± 1 ° 'ye optimize ederek, mekanizma% 85'i aşan bir kesme kuvveti taşıma oranı elde eder (geleneksel düzlemsel kelepçe yöntemlerinde sadece% 30'unun aksine).
İşleme hassasiyetinde iyileşme:
● Yan işleme, konumsal doğruluk hataları ≤0.02mm (GB/T 1184-K sınıf standartları ile toplantı) ile tek bir kenetleme işleminde tamamlanır;
● Yüzey pürüzlülüğü RA değeri sürekli olarak 0.8μm'nin altında tutulur (ISO 4288 standartlarına göre test edildiği gibi).
İi. Modüler Hızlı Takım Değişim Sistemi
2.1 Eklenti Modüler Mimari
Çift yuvalı tasarım:
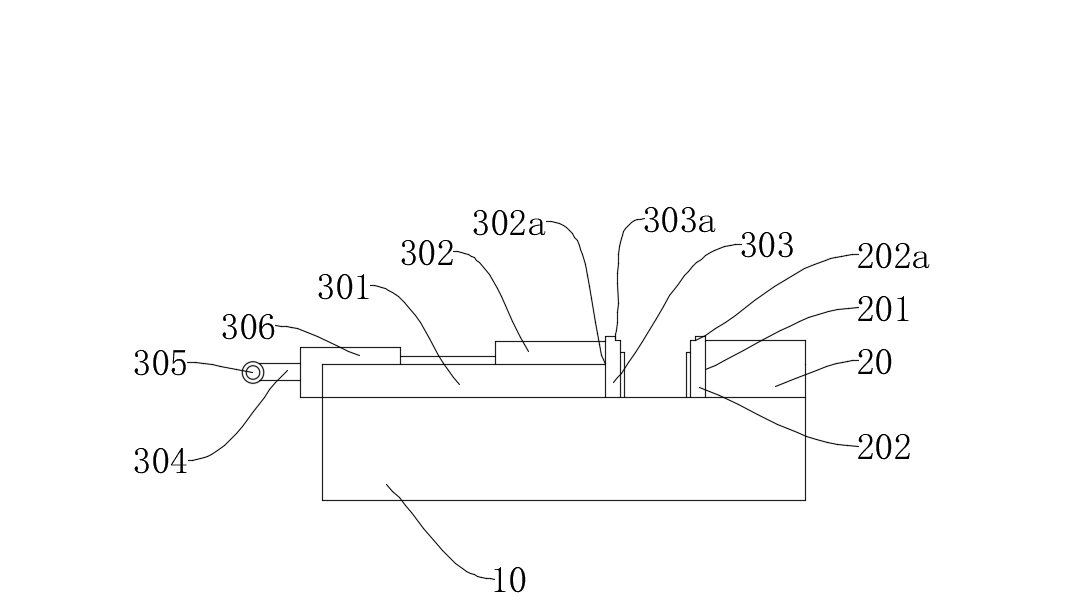
● Birinci/ikinci montaj yuvaları (201/302A), konumlandırma tuşlarıyla birlikte ± 0.005mm'lik tekrarlayan bir konumlandırma doğruluğu elde eden bir H7/G6 uyum kullanır;
● Modül değiştirme süresi, parça başına ≤3 dakikadır (gerçek ölçüm verilerine dayanarak), 5 mm ila 50 mm arasında değişen kalınlıklara sahip iş parçalarının anahtarlanmasını destekler.
2.2 Kuvvet Kapalı Döngü Tahrik Mekanizması
● Vida (305), geçiş bloğu (306) ile birlikte, devrim başına 0,02 mm'lik bir mikro besleme oranı sağlayan bir çift lider trapezoidal iplik (TR16 × 4P8) kullanır;
● Kontrol çubuğu (304), iş parçasının hasarının aşırı yüklenmesini önlemek için bir tork sınırlayıcısı (15n · m olarak ayarlanmış) içerir.
Anahtar Teknik Parametre Karşılaştırma Tablosu
| Performans göstergesi | Bu patentli teknoloji | Geleneksel kaykay takımları | Test Standardı |
| Tekrarlayan konumlandırma doğruluğu | ≤0.005mm | ≥0.03mm | ISO 230-2 |
| Takım değiştirme süresi | ≤3 dakika | ≥45 dakika | VDI 2862 |
| Yüzey pürüzlülüğü ra | ≤0.8μm | ≥1.6μm | ISO 4288 |
| Maksimum sıkma kuvveti | 12kn | 8kn | DIN 55189 |
Tipik işleme senaryolarında doğrulama
Durum 1: Doğrusal kılavuz kaydırıcıların işlenmesi
● 38 dakikalık kümülatif takım değişim süresi ile farklı spesifikasyonlarda 18 kaydırıcı (geleneksel takımlar 13.5 saat gerektirir);
● Yan yüzeylerin dikeylik hatası 100mm başına ≤0.015mm idi (≤0.05mm GB/T 1184 standart gereksinimini karşılıyor).
Durum 2: Hidrolik valf plakalarının grup deliği işlenmesi
● Konumsal doğruluk için 1.67 CPK değeri elde ederek (altı Sigma standardını karşılayan) 12 çiftleşme yüzeyinin işlenmesini tamamladı;
● Takım ömrü% 40 oranında uzatılmıştır (titreşim seviyeleri 0.5g'nin altına düşmesi nedeniyle).
Bu patent, toplu işleme takımları için tasarım paradigmasını iki teknolojik yoldan yeniden tanımlar: ödenek kısıtlaması topoloji optimizasyonu ve modüler kuvvet kapalı döngü kontrolü. Bir yenilik aramasına göre (Derwent inovasyonu aracılığıyla gerçekleştirildi), bu yapı 0,92'lik bir değişim verimliliği endeksine (CEI) ulaşır, benzer çözümlere göre% 210 iyileşmeyi temsil eder ve onu niş alanının teknolojik ön planına yerleştirir.
Daha fazla bilgi edinmek isterseniz, Patent Raporu'nu almak için lütfen Mingxu Machinery ile iletişime geçin: [email protected] .

MXB-JFFB kendinden yağlamalı yarım rulmanlar, bir şaftın veya aksın çevresinin yalnızca yarısını kaplayan, dönen makineler için destek sağlayan ve ...
Ayrıntılara bakınız
MXB-JESW kaykay, 2 delikli ve 4 delikli, aşınmaya dayanıklı, ağır hizmet tipi bir kaykaydır. Standartlaştırılmış bir üründür ve HASCO, DME, MISUMI,...
Ayrıntılara bakınız
MXB-JOML kendinden yağlamalı aşınma plakaları, endüstriyel uygulamalarda sürtünmeyi en aza indirecek ve servis ömrünü uzatacak şekilde tasarlanmışt...
Ayrıntılara bakınız
MXB-JGLXS kılavuz rayları, yan göbek çekmeli kaydırıcının belirli bir yörüngeye göre ileri geri hareket etmesini sağlamak için yan göbek çekmeli ka...
Ayrıntılara bakınız
Yüksek dereceli grafit-bakır alaşımından inşa edilen MXB-JSL L tipi kendi kendine yağlama kılavuzu ray, kalıp montajları içindeki kalıp sıkma kılav...
Ayrıntılara bakınız
MGB61 NAAMS Standart Kılavuz Burç, hassas, düzgün kılavuz uygulamaları için güvenilir bir çözümdür. Bu kılavuz burç, NAAMS standartlarını karşılaya...
Ayrıntılara bakınız
MJGB yağsız enjeksiyon kılavuz burçları, plastik enjeksiyon kalıplama prosesinde kullanılan standart bileşenlerdir ve enjeksiyon aşamasında kalıba ...
Ayrıntılara bakınız
MX2000-2 nickel graphite dispersed alloy bearing is a new product among solid lubricating bearings. Compared with TF-1, this product has the character...
Ayrıntılara bakınız
SF-1D hydraulic bearing is a new type of material designed based on SF-1P and combining the working principle of oil cylinder and shock absorber. It i...
Ayrıntılara bakınız
SF-1P reciprocating bearing is a novel formula product designed based on the structure of SF-1X material and according to the special common condition...
Ayrıntılara bakınız Tel: +86-159-5833-7435
Tel: +86-159-5833-7435
 E-mail: [email protected]
E-mail: [email protected]




Bize Ulaşın