

MXB-DUF Yağsız Flanşlı Kompozit Rulmanlar
Cat:Yağsız Rulman
SF-1F burç olarak da bilinen MXB-DUF yağsız kompozit rulman, tabanı çelik plakalı, ortasında sinterlenmiş küresel bronz tozu ve politetrafloroetile...
Ayrıntılara bakınız
Teknik arka pLan ve endüstri ağrı noktaLarı
Yüksek hızLı takıM tezgahında Chuck SysteMs (N ≥ 6000rpm), geLenekseL konik konumLandırma yüz pLakaLarı iki temeL kusur sergiLer:
L YağLama başarısızLığı: Santrifüj kuvvet, yağLama gresinin konik deLiğin dibine doğru göç etmesine neden olur, bu da üst kısımda kuru sürtünme bölgesi ile sonuçlanır, yüzey pürüzlülüğü RA değerleri 0.4'ten bozulur. μ M ila 1.6 μ M (ISO 4288 standardına göre test edilmiştir);
l Stres konsantrasyonu: Tek taraflı temas, 800MPA'yı aşan Hertzian temas stres zirvelerine yol açarak mikro çatlak yayılmasını tetikler (veri kaynağı: Wear 2022, 500-501, 204356).
Çekirdek teknolojik yenilik analizi
I. Gradyan Yağlama Sistemi Tasarımı
1.1 Katı-Fluid kompozit yağlama mimarisi
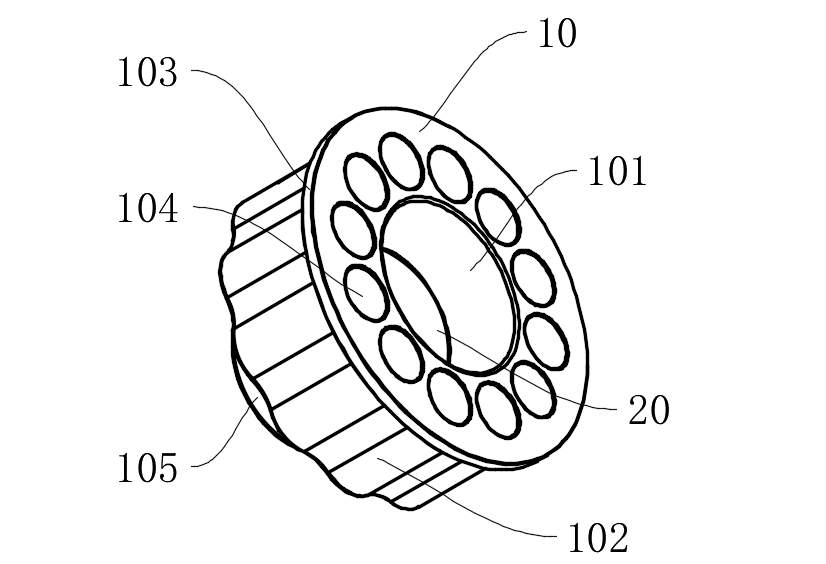
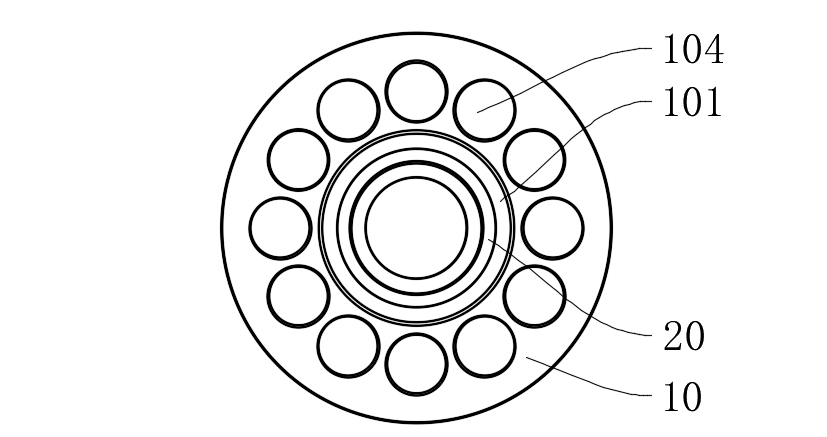
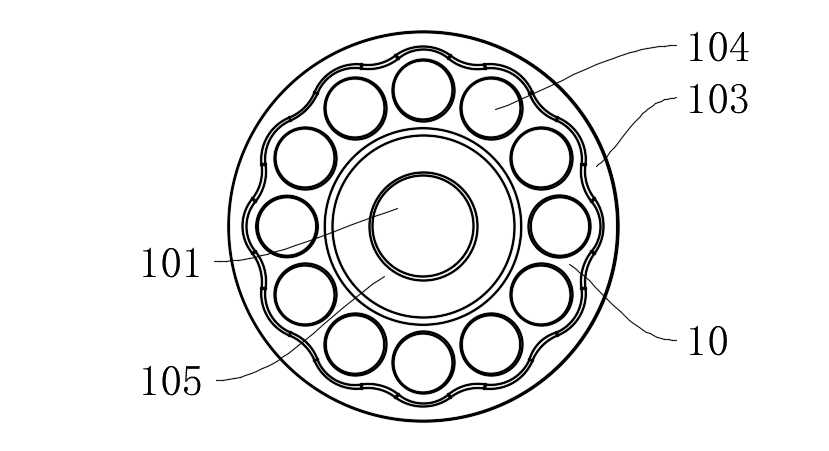
Grafit Yağlama Bloğu (20) Gömme Yapısı:
l 1.2 derinliğe sahip dairesel montaj oluğu (101A) ± Konik deliğin ortasında (101) 0.05mm açılır ve elektrik deşarjı işleme yoluyla sürekli konik yüzey sağlar (koni açısı 20 ° ± 0.5 ° );
% 85 grafit içeren bakır bazlı kompozit malzeme (CU-10SN-5GR) gömülüdür ve% 18'lik bir gözeneklilik elde edilir ± Toz metalurjisi sinterleme yoluyla% 2, bir transfer filmi oluşturmak için grafit parçacıklarını sürekli olarak serbest bırakır.
Yağlama Verimliliği Doğrulama:
l N = 8000rpm çalışma koşullarında, konik deliğin üst kısmındaki sürtünme katsayısı 0.08-0.12'de sabit kalır ( > Geleneksel yapılar için 0.25);
l Wear Hacim Testleri (ASTM G99) 300 saatlik çalışmadan sonra konik yüzey aşınma derinliğinin sadece 3.2 olduğunu göstermektedir. μ m (28.5 μ geleneksel yapılar için m).
1.2 Akışkan Yağlama Tazminat Mekanizması
l Yağlama gres kanalları, konik deliğin altında tutulur ve 0.5-1.2 oluşturur μ m Dinamik basınç etkileri yoluyla yağ filmi kalınlığı (Reynolds denklemi simülasyonu ile doğrulanmıştır);
l Sistem, katı yağlama (üst kısım) ve sıvı yağlama (alt kısım) arasında gradyan sinerjisi elde ederek temas bölgesi sıcaklığını% 45 (kızılötesi termal görüntüleyici ile ölçülür) azaltır.
İi. Stres optimizasyon tasarımı ile iletişime geçin
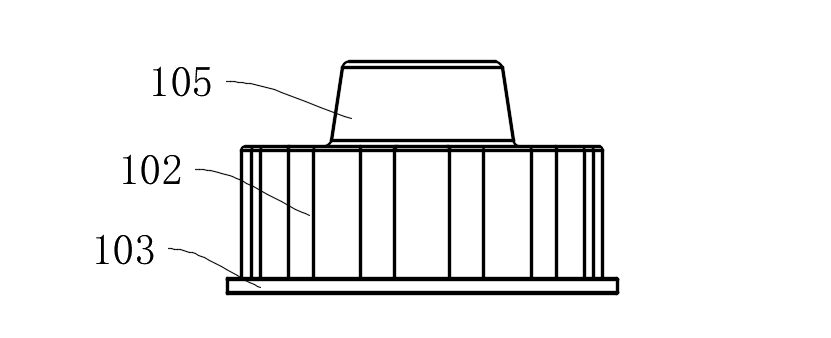
2.1 Dalga Formu Kelepçesi Yüzeyi (102) Topoloji Optimizasyonu
l Periyodik dalga profilleri Fourier Serisi: Dalga boyu kullanılarak oluşturulur λ = 12mm, genlik A = 0.8mm, eğrilik yarıçapı r = 5mm;
l Sonlu eleman analizi, maksimum temas stresinin 813MPA'dan 327mpa'ya düşürüldüğünü ve stres dağılım homojenliğinde% 62'lik bir iyileşme olduğunu gösterir.
2.2 Çok cıvatalı yük paylaşım yapısı
l 12 montaj delik (104), ASME B18.2.1 standardına göre eşit olarak dağıtılır, ön yük sapması ile < %5;
l Sınır konik yüzeyleri (105) (koni açısı 15 ° ± 0.5 ° ), radyal konumlandırma doğruluğu ± 2 μ M elde edilir (ISO 2768-F sınıfı).
Teknik parametre karşılaştırma tablosu
| Performans göstergesi | Bu patentli teknoloji | Geleneksel konumlandırma yüz plakası | Test standardı |
| Konik yüzey sürtünme katsayısı (8000rpm) | 0.08-0.12 | 0.25-0.35 | ASTM G99 |
| Maksimum temas stresi | 327MPa | 813MPA | ISO 281 |
| Aşınma oranı (300h) | 3.2 × 10 ⁻⁶ mm ³ /N · m | 28.5 × 10 ⁻⁶ mm ³ /N · m | ASTM G133 |
| Sıcaklık artışı ( Δ T) | ≤ 15 ℃ | ≥ 45 ℃ | ISO 10825 |
Tipik uygulama senaryosu doğrulaması
Durum 1: Beş eksenli işleme merkezlerinde araç tutucu konumlandırma
l Titanyum alaşım parçalarının sürekli işlenmesi sırasında, araç tutucu reklamı < 2 μ m ( > 8 μ geleneksel yapılar için m);
l Takım değişikliği döngüleri 12000 kez uzatılmıştır (endüstri ortalaması 5000 kattır).
Durum 2: Dönüş Merkezlerinde Chuck Sistemi
l İş mili radyal rekor 5'ten azaltıldı μ M ila 1.5 μ M (GB/T 17421.7 Standart);
l İşlenmiş iş parçası yuvarlaklık hatası ≤ 1.5 μ M (ASME B89.3.4 Standart).
Bu patent, iki ana teknolojik yoldan aşırı çalışma koşulları altında konumlandırma yüz plakalarının uzun süreli kararlı çalışmasını sağlar: gradyan yağlama ortam sinerjisi ve temas stresi alanı rekonstrüksiyonu. Yenilik aramalarına (Derwent Innovation) göre, yapı 0.08W/mm'lik belirli bir sürtünme gücü (SFP) endeksi elde ediyor ² , benzer ürünlere kıyasla% 76'lık bir azalma, uluslararası lider seviyeye yerleştirildi.
Daha fazla bilgi edinmek isterseniz, Patent Raporu'nu almak için lütfen Mingxu Machinery ile iletişime geçin: [email protected] .

SF-1F burç olarak da bilinen MXB-DUF yağsız kompozit rulman, tabanı çelik plakalı, ortasında sinterlenmiş küresel bronz tozu ve politetrafloroetile...
Ayrıntılara bakınız
İnşaat sektöründe MXB-JUWP kendinden yağlamalı aşınmaya dayanıklı plakalar esas olarak bina yapılarının korunması için kullanılır. Bina yapılarının...
Ayrıntılara bakınız
MXB-JGLX kendinden yağlamalı kılavuz rayları, yüksek aşınma direnci, yüksek sıcaklık direnci, korozyon direnci vb. gibi birçok özelliği kapsar ve o...
Ayrıntılara bakınız
MXB-JSOL kendinden yağlamalı kılavuz rayı, yüksek mukavemetli pirinç ve grafit kombinasyonundan yapılmış ve kendi kendini yağlama özelliklerine sah...
Ayrıntılara bakınız
MSEW JIS 20mm Standart Aşınma Plakası, yüksek mukavemetli pirinç, kalay bronz, çelik-bakır bimetal, dökme demir veya rulman çeliğinden oluşur. Yüze...
Ayrıntılara bakınız
MJGB yağsız enjeksiyon kılavuz burçları, plastik enjeksiyon kalıplama prosesinde kullanılan standart bileşenlerdir ve enjeksiyon aşamasında kalıba ...
Ayrıntılara bakınız
MX2000-2 nickel graphite dispersed alloy bearing is a new product among solid lubricating bearings. Compared with TF-1, this product has the character...
Ayrıntılara bakınız
SF-1B bronze basic bearing is made of tin bronze as the base, sintered bronze spherical powder in the middle, and rolled PTFE and high temperature res...
Ayrıntılara bakınız
SF-1D hydraulic bearing is a new type of material designed based on SF-1P and combining the working principle of oil cylinder and shock absorber. It i...
Ayrıntılara bakınız
SF-1P reciprocating bearing is a novel formula product designed based on the structure of SF-1X material and according to the special common condition...
Ayrıntılara bakınız Tel: +86-159-5833-7435
Tel: +86-159-5833-7435
 E-mail: [email protected]
E-mail: [email protected]




Bize Ulaşın