Kendini yağlayan bakır manşon , metal ve kendini yağlama malzemelerinin avantajlarını birleştiren yeni bir yağlama yatak türü olarak, yüksek yük kapasiteleri, darbe direnci, yüksek sıcaklık direnci ve mükemmel kendi kendine yağlama yeteneği nedeniyle metalurji, madencilik, gemiler, buhar türbinleri, enjeksiyon kalıp makineleri vb. Gibi birçok endüstriyel alanda yaygın olarak kullanılmıştır. Bakır manşon alıcıları için döküm süreçlerini anlamak çok önemlidir. Kendini yağlayan bakır manşonların döküm süreci karmaşık ve hassas bir teknolojidir. Bakır kolları seçerken, alıcılar malzeme, süreçler, performans ve kullanım ortamı gibi faktörleri kapsamlı bir şekilde dikkate almalıdır. Döküm sürecinin ilkelerini ve özelliklerini anlayarak, alıcılar, mekanik ekipmanın istikrarlı çalışmasını ve uzun vadeli faydalarını sağlamak için ihtiyaçlarına uygun bakır manşonları daha iyi seçebilirler.

1. Döküm sürecine genel bakış
Bakır manşon dökümü, bakır alaşımını gereksinimleri karşılayan bir sıvıya eritmek, döküm kalıbına dökmek ve soğutma, katılaşma ve temizlikten sonra önceden belirlenmiş bir şekil, boyut ve performansa sahip bir döküm elde etmektir. Döküm sürecinin özelliklerine ve kullanım geliştirme derecesine göre, bakır manşonların döküm yöntemleri esas olarak iki kategoriye ayrılmıştır: kum döküm ve özel döküm.
Kum döküm:
Avantajlar: Güçlü uyarlanabilirlik ve basit üretim hazırlığı.
Dezavantajlar: Dökümlerin düşük boyutlu doğruluğu ve yüzey kalitesi, karmaşık üretim süreci ve mekanize ve otomatik üretime büyük yatırım.
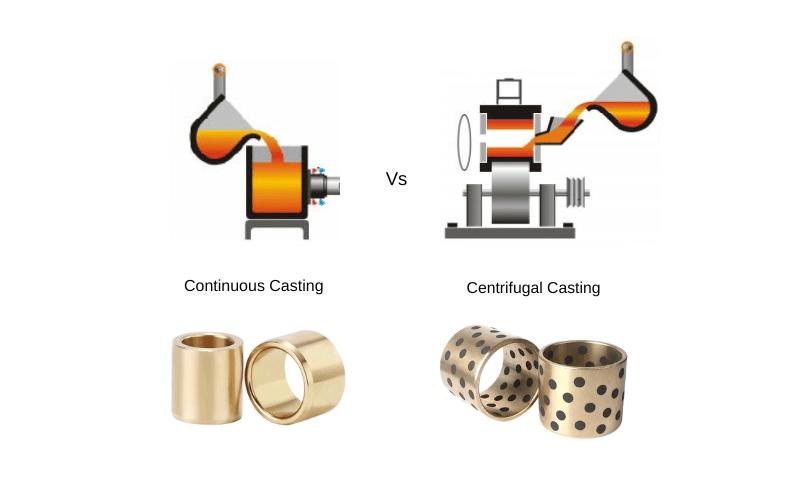
Özel Döküm: Yatırım dökümü, metal kalıp döküm, basınç dökümü, kayıp köpük döküm, santrifüj döküm, sürekli döküm, ekstrüzyon ve sıvı damgalama dökümü dahil. Bu yöntemler dökümlerin boyutsal doğruluğunu ve yüzey kalitesini artırabilir ve yüksek hassasiyetli ve yüksek performanslı bakır manşonların üretimi için uygundur.
2. Kendi kendini yağlayan bakır manşonların döküm işlemi özellikleri
Kendini yağlayan bakır manşonların döküm işleminde, anahtar, yüzeyde veya bakır malzemenin içinde kendini yağlama özelliklerine sahip bir malzeme tabakasının nasıl oluşturulacağıdır. Yaygın süreçler şunları içerir:
Grafit tozu kalıp döküm işlemi:
Prensip: Bakır malzemenin yüzeyine bir grafit toz tabakası püskürtün ve daha sonra grafit tozunun düzgün bir kendi kendine yağlama mürekkebi tabakası oluşturmak için bakır malzemeye nüfuz etmesini sağlamak için yüksek sıcaklık ve yüksek basınç koşulları altında kalıp döküm.
Avantajları: aşınmayı ve sürtünmeyi azaltın, hizmet ömrünü artırın; enerji tasarrufu; düşük üretim maliyeti.
Metal bazlı kakma işlemi:
Prensip: Metal bazlı bir kakma kendi kendine yağlama yatağı oluşturmak için bakır manşonun taban malzemesine grafit ve diğer katı yağlayıcılar.
Özellikler: Yüksek yük taşıma kapasitesi, darbe direnci, yüksek sıcaklık direnci, özellikle ağır yük için uygun, düşük hız, karşılıklı veya sallama vb.
3. Yaygın kendi kendine yağlayıcı bakır manşonların teknik parametreleri
Grafit Bakır Kolları:
Baz Malzeme: CUZN24AL6 Yüksek mukavemetli pirinç veya CUSN6ZN6PB3 (6-6-3 teneke bronz).
Baz sertliği: HB230 (yüksek sertlik HB270) veya HB 90.
Sürtünme katsayısı: <0.16 veya <0.15s.
Maksimum çalışma sıcaklığı: 300 ℃ veya 350 ℃.
Nihai dinamik yük: 100 N/mm² veya 60 n/mm².
Maksimum kayma hızı: kuru 0.40 m/s, yağ 5 m/s.
Kendini yağlayan diğer bakır manşonlar:
Dökme Demir Tabanlı Grafit Kendi Kendinden Yağdırma Plakası: Temel malzeme çelik CUSN6ZN6PB3'tür (45# çelik 663 kalay bronz), sürtünme katsayısı <0.14'tür ve maksimum çalışma sıcaklığı 300 ℃'dir.
Kase şeklindeki grafit destek koltuğu: Temel malzeme HT-250 (gri dökme demir), sürtünme katsayısı <0.17 ve maksimum çalışma sıcaklığı 400 ℃'dir.
Kendi kendine yağlama grafit bakır slayt plakası: Taban malzemesi GCR15 (rulman çeliği), sürtünme katsayısı <0.17 ve maksimum çalışma sıcaklığı 350 ℃'dir.
4. Döküm sürecinin bakır manşonların performansı üzerindeki etkisi
Malzeme Seçimi: Yüksek mukavemetli pirinç, alüminyum bronz ve teneke bronz, kendi kendine yağlayıcı bakır kollar yapmak için kullanılabilir, ancak kalay bronz ve alüminyum bronz daha iyi performansa ve daha yüksek fiyatlara sahiptir. Grafit seçimi ve düzenlenmesi de yağlama etkisini etkiler.
Teknoloji Seviyesi: Gelişmiş döküm teknolojisi, malzemelerin muntazam dağılımını sağlayabilir ve ürün performansını iyileştirebilir. Örneğin, yatırım dökümü ve metal kalıp dökümü yüksek hassasiyetli ve yüksek performanslı bakır manşonlar üretebilir.

Zhejiang Mingxu Machinery Manufacturing Co., Ltd. üretimine odaklanıyor Kendi kendine yağlandırma rulmanları on yıldan fazla bir süredir. Biz güvenilir işbirliği seçiminiziz. Satın alma ihtiyaçlarınız varsa, lütfen bizimle iletişime geçin: [email protected]


















Bize Ulaşın